

隨(suí)著科技(jì)的不斷進(jìn)步,氮化(huà)鋁陶瓷基板作為一(yī)種高性(xìng)能材料,在電子、航空、航天等領域的應用日益廣泛。然而,氮化鋁陶瓷基板的加工技術,尤其是超精密加工技術,一直(zhí)是製約其進一步發展的瓶頸。本文將探討氮化鋁陶瓷基板超精密加工技(jì)術的挑戰,並(bìng)展望未來的(de)突破方向。

氮化鋁(lǚ)陶瓷具有高強度、高硬度、高(gāo)熱穩定性(xìng)以及良好的絕緣性能,是理想的電子封裝材料和(hé)高溫結構材料。在電子領域,氮化鋁陶瓷基板被廣泛應用於集成電路、功率電子器件、傳感器等高性能電子(zǐ)產品的製造中。然而,由於其硬度高、脆性大,傳統的加工方法難以滿足其高精度、高表麵的加(jiā)工要求。
二、超精密加工技術的挑戰
超精密加工技術是實現氮化鋁陶瓷基板高精度、高質量加工的關鍵。然而,在(zài)實際應用中,超精密加工技術麵臨著諸多挑戰:
材(cái)料硬度高:氮化鋁陶(táo)瓷的硬度接近金剛石,傳統(tǒng)的機械加工方法難以實現其(qí)高效、高精度的(de)加(jiā)工。
脆性大:氮化鋁陶瓷的脆性使(shǐ)其在加工過程中容易(yì)產生裂(liè)紋和崩邊,嚴重影響加工質量和產品性能(néng)。
加工溫度高:在超精密加工過程中,由於摩擦熱和切削(xuē)熱的(de)作用,加(jiā)工(gōng)區域溫度會急(jí)劇升高,可能導致材料性能的(de)變化和加工精度的下降。
表麵質量要求高(gāo):氮化鋁陶瓷基板的應(yīng)用往往要求其具有極高的表麵質量和光潔度,這對(duì)加工技(jì)術提出了更高的要求。
三、超(chāo)精密加工(gōng)技術的突(tū)破方向
為了克服氮化(huà)鋁陶瓷基板超精密加工技術的瓶頸(jǐng),研究者們不斷探索新的加工方法和工藝。以下是幾個潛在的突破方向:
研發新型刀(dāo)具材料:通過(guò)研(yán)發具有更高(gāo)硬度、更(gèng)好耐磨性和抗熱(rè)性的刀具材料,降低加工過程中的切削力和切削(xuē)熱,提高加工精度和效率。
優化加工工藝參數(shù):通過深(shēn)入研究(jiū)氮化鋁陶瓷的加工特性,優化加工工藝參數,如切削速度、進給量、切削深度等(děng),以減小加工(gōng)過程中的熱影響和(hé)力影響。
引入新型(xíng)加工(gōng)技術:如激光加工、離子束(shù)加工等新型加工技術,這些技術(shù)具(jù)有非接(jiē)觸、高精度、低損傷等特點,有望(wàng)為(wéi)氮化鋁陶瓷基板的超(chāo)精密加工提供新的解(jiě)決方(fāng)案。
加強(qiáng)基礎研究:通過深入研究氮化鋁(lǚ)陶瓷的微(wēi)觀結構、力學性能和加工機理等基礎問題,為開發更高效的加工方法提供理論支(zhī)持。
四、結論與展望
氮化鋁陶瓷(cí)基板(bǎn)超精密(mì)加工技術的瓶頸是製(zhì)約其應用進一(yī)步擴大的關鍵因素。通過研發新型刀具材料、優化加(jiā)工工藝參數、引入新型加工技術以及加強基礎研究(jiū)等(děng)多方麵的努力,有望在未(wèi)來突破這一瓶頸,推動氮化鋁陶瓷基(jī)板在更多領域的(de)應(yīng)用。隨著科技的不斷進步和創新,我們有理由相信(xìn),氮化鋁陶瓷基板的超精密加工技術將迎來更加廣闊的發展前景。
五、氮(dàn)化鋁(lǚ)陶瓷基板加工(gōng)技術的瓶頸:超(chāo)精密(mì)加工(gōng)技術
氮化鋁陶瓷具有導熱效率(lǜ)高、力學性能好、耐腐蝕、電性能優、可焊接等特點,是理想的大規模集成電路散熱(rè)基(jī)板和封裝材料。根據360 research reports數據預(yù)測,到2026年,全球AlN陶瓷基板市場(chǎng)規(guī)模預計將從(cóng)2020年的6100萬美元達到1.073億美元,2021-2026年的複合年增長率為9.8%,應用市場前景廣闊。
在電子封裝應用中,氮化鋁陶瓷基片的輕量化和超光滑表麵能夠減小體積,能降低內阻,有利於芯片的散熱。通常要求其表麵超光滑,表麵粗糙度Ra≤8 nm,損傷深(shēn)度達到納米級別;在集成電路芯片應(yīng)用中,氮化鋁(lǚ)陶瓷基(jī)片(piàn)經過拋光(guāng)後的表(biǎo)麵精度需要滿足RMS<2 nm。而氮化鋁陶瓷的高硬度、高脆性和低斷裂韌性,使之在加工過程中容易產生表麵缺陷(xiàn)和亞表麵損傷。如何獲得高質量的平坦化加工表麵,提高加工效率(lǜ),減少加工(gōng)中出現的缺陷和損傷,一直都是超精密加工領域的研究熱點。
目(mù)前,為了獲(huò)得表麵質量較(jiào)高的氮(dàn)化(huà)鋁陶瓷基(jī)板,主要采用化學機械拋光、磁流變拋光(guāng)、ELID磨削、激光加工、等離子輔助拋光以及複合拋光(guāng)等超精密加工(gōng)方法。
01
氮化(huà)鋁陶瓷化學機械拋光工藝
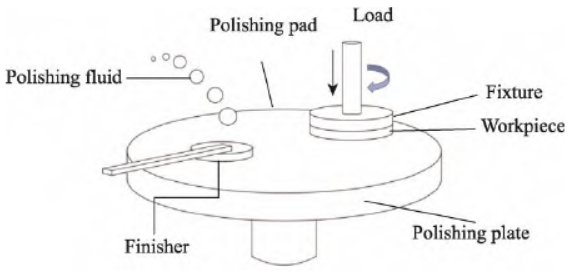
化學機械拋光(CMP)作(zuò)為目前半導體行業使用最廣泛的全局平坦化技術。其工藝裝置主要由(yóu)旋轉拋(pāo)光盤、試件裝夾器(qì)及拋光液輸送裝置三部分構成。拋光盤上粘(zhān)貼有拋(pāo)光墊並自旋轉,外部通過承載器(qì)給晶片施加正壓力,使得晶(jīng)片與拋光墊兩者之間有(yǒu)合適的(de)正(zhèng)壓力,能夠產生相對運動。目(mù)前,氮化鋁陶瓷的CMP研究已經取得了一係列的進展。
在化(huà)學機(jī)械拋光中,材料的(de)去除是通過化學和機械綜合作用,加(jiā)工後的氮化鋁表麵容(róng)易出現微裂紋,產生亞表麵損傷。此外,在拋光工藝中,研(yán)磨液易造成汙染,需要專門工藝處理,並且磨(mó)料容易對拋光(guāng)墊造成磨損(sǔn),需要定期對拋光墊(diàn)修正。目(mù)前,用於氮化鋁(lǚ)的磨料、拋光墊種類、拋光工藝不如碳化矽成熟,有待進一步深入研究。
02
氮化鋁陶瓷磁流(liú)變拋光工藝
磁流變拋光技術是介於(yú)接(jiē)觸式拋(pāo)光與非接觸式拋光的一種拋光方法。與(yǔ)傳統的拋光(guāng)方法相比,具有拋光精度高、無刀具磨損、堵塞(sāi)現象,去(qù)除率高且不引入亞表(biǎo)麵損(sǔn)傷等優點。
磁流變拋光工作
03
氮化鋁陶瓷的ELID磨削工藝
ELID磨削技術是將(jiāng)傳統(tǒng)磨削、研磨、拋光結合為一體(tǐ)的複(fù)合鏡麵加工技術,具有高效性(xìng)、工藝簡單(dān)、磨削質量(liàng)高等特點,並且使用的磨削液為弱電解質的水溶液,對機床和工件沒有腐蝕作用,裝(zhuāng)置簡單,適合推廣。但在磨削過程中由於修正電(diàn)流的變化容易導致氧化層不連續,工件(jiàn)表麵容易不平整,磨削工件容易產生燒傷、殘餘應力、裂紋等缺陷。
ELID磨削原理
04
氮化鋁陶瓷激光加工
激光加工是一種無接觸加工、無刀具磨損、高精(jīng)度以及(jí)靈活性強的先進加工技術,是適(shì)合脆硬型陶瓷材料(liào)的一種加工方法。其工作原理是光能通過透鏡聚焦後達(dá)到極高的能量密度,使(shǐ)材料在高(gāo)溫下分解。激光加工方法成本低、效率(lǜ)高,但是難以控製產(chǎn)品的精度(dù)和表麵質量。
激光加(jiā)工(gōng)原理
05
氮化鋁陶瓷等(děng)離子輔助拋光工藝
等離子輔助拋光(PAP)是一種幹式拋光技術。由(yóu)於(yú)其結合了等離子體輻照對表(biǎo)麵進行改性,可通過超低壓或者使用軟磨料去除改性層,因而常被用於加工難處理材料。目前,等離子體輔助拋光由於(yú)受磨石的影響,材料的去除率相對於其(qí)他加工工藝較(jiào)低(dī),並且PAP的加工設備昂貴,不適用於大規模加工。
等離子輔助拋光
06
氮化(huà)鋁陶瓷(cí)複合拋光工藝
對於典(diǎn)型的硬脆性材料,非接觸式的加工方法,如化學腐蝕和激光拋光等(děng),往往存在環境汙染、加工成本高、加工效率低等問題。與之相比(bǐ),接(jiē)觸式的磨粒(lì)加工方法包括(kuò)金剛石磨(mó)削和遊離(lí)磨粒拋(pāo)光,雖然加工效率高,工件形狀精度好,但會引入(rù)嚴重的表麵和亞表麵(miàn)損傷,隻適合粗加工,必須搭配刻蝕或拋光工序來(lái)實現損傷層的去除和應力釋放。
從上述分析可(kě)以看(kàn)出,單一的加工方法無法同時具有各種優勢。為提高氮化鋁陶瓷基板加工(gōng)表麵質量(liàng)和加工效率,國內外(wài)學者也采(cǎi)用多種加工手段進行複合拋(pāo)光技術研(yán)究,常見的複合拋(pāo)光工藝有超聲振動輔助磨削、超聲波(bō)磨料水射(shè)流拋光以及超聲輔助(zhù)固結(jié)磨粒化學機械(xiè)拋光(guāng)等。
總結
作為電子封裝基板的理想(xiǎng)材(cái)料,氮化鋁陶瓷(cí)超精密加工後的高質量加工表麵是保證電子功(gōng)率(lǜ)器件持(chí)久穩定使用的前提。就現階段而言,化學機械拋光仍是氮化鋁陶瓷最主(zhǔ)要的平坦化超精密加工方法(fǎ),並以其他超精(jīng)密加工方法(fǎ)為輔。氮化鋁陶瓷是一種多晶材料,有大量AlN晶粒液相燒結(jié)而成,是典型的脆硬型材料,加工難度不小,現階段精密加工技術仍存在一(yī)些問題待解決:
(1)化學機(jī)械拋光中的研磨液、磨料、拋光墊種類較少,加(jiā)工(gōng)效率偏低。研發新型研磨液、磨料、拋光墊材料利於(yú)提(tí)高加工(gōng)效率(lǜ),降低成本。
(2)AlN陶瓷(cí)材料去除過程(chéng)中(zhōng)的演變(biàn)機(jī)理已經取得一(yī)些進展,但目前超精密加工氮化鋁陶瓷的表麵損傷形成機理尚不夠明確,氮化鋁陶瓷實現延性加工臨界條件尚不明確,在(zài)表麵質量和加工效率約(yuē)束下,加工工藝參數選擇尚未明確,需進行深(shēn)入(rù)的研究,為實現氮(dàn)化鋁陶瓷高效低損傷精密加工提供(gòng)技(jì)術支(zhī)撐。
(3)現有CMP、ELID、PAP、MRF等加工工藝都不具有批量生產的優越性,氮化鋁陶瓷加工成本一(yī)直居高不(bú)下。
